
Productos




























Disco filtrante de polvo de metal sinterizado
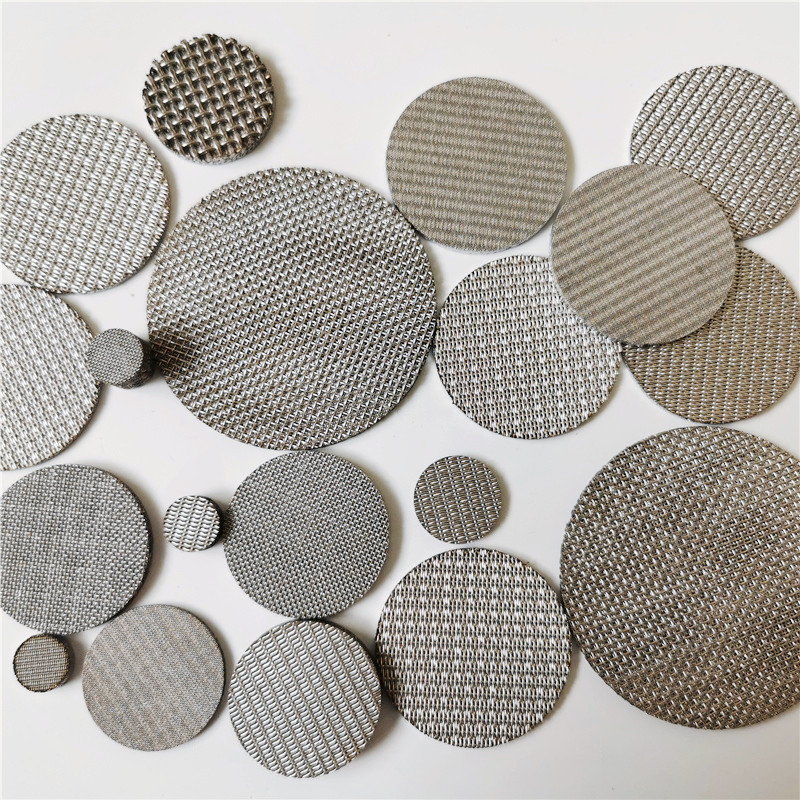
Los materiales de filtración sinterizados en polvo (tubulares y en placa) son elementos de microfiltración fabricados a partir de polvo de titanio Ti y acero inoxidable grados 304, 304L, 316, 316L mediante fraccionamiento, moldeo y sinterización.
Descripción
marcador
Principales características de rendimiento.
Los materiales de filtración sinterizados en polvo (tubulares y en placa) son elementos de microfiltración fabricados a partir de polvo de titanio Ti y acero inoxidable grados 304, 304L, 316, 316L mediante fraccionamiento, moldeo y sinterización. Se caracterizan por una alta precisión de filtración, buena permeabilidad a los gases, mayor resistencia mecánica, alta utilización de materias primas, están diseñados para temperaturas de funcionamiento elevadas y son resistentes al choque térmico. Ampliamente utilizado en componentes neumáticos, industrias químicas y medioambientales. Es posible producir, a pedido del cliente, productos porosos de diversas formas, diseños, granulación y porosidad: tapas, placas, tubos, elementos filtrantes de varilla y otros. Gracias a las materias primas de alta tecnología y a una tecnología de moldeo única, los materiales sinterizados en polvo de acero inoxidable tienen ventajas únicas:
1. Resistencia a altas temperaturas, funcionamiento estable a temperaturas de hasta 550 °C.
2. Alta precisión de filtración, tamaño de poro estable; retienen eficazmente la materia en suspensión y las partículas finas y proporcionan un excelente grado de purificación ambiental.
3. Excelente permeabilidad al gas, baja pérdida de presión. Alta porosidad, tamaño de poro uniforme, baja resistencia al flujo inicial. Fácil de retrolavar, posible regeneración sin desmontaje, fácil limpieza, alta regenerabilidad, larga vida útil.
4. Alta resistencia mecánica, buena rigidez y ductilidad, no se requieren marcos de soporte adicionales. Simplicidad de instalación, operación y mantenimiento, facilidad de montaje. Se puede soldar, pegar y mecanizar.
5. Distribución uniforme de poros, ideal para procesos de distribución de flujo y homogeneización con altos requisitos de uniformidad.
6. Precisión de filtración: 0,2-80 micras.
7. No se desprenden pequeñas partículas, eliminando la contaminación secundaria del medio líquido original.
8. Excelentes propiedades mecánicas, baja caída de presión, alto caudal. Adecuado para filtración a presión y filtración al vacío, fácil operación.
9. Alta resistencia a la corrosión, funcionamiento estable en ambientes de ácido nítrico, sulfúrico, acético, oxálico, fosfórico, ácido clorhídrico al 5%, sodio fundido, hidrógeno líquido, nitrógeno líquido, sulfuro de hidrógeno, acetileno, vapor de agua, hidrógeno, dióxido de carbono y otros gases.
10. Tecnología de moldeo perfecta: productos de una pieza sin soldaduras de hasta 1200 mm de longitud. Los productos fabricados a partir de polvo de acero inoxidable se forman en una sola pasada tecnológica, sin corte mecánico, lo que garantiza un alto índice de utilización de materias primas y un importante ahorro de materiales. Particularmente eficaz para la producción a gran escala de productos de formas complejas.
")
")
")
Principales parámetros técnicos de los materiales filtrantes de acero inoxidable sinterizado.
| Precisión de filtración | Porosidad | Permeabilidad | Fuerza compresiva | Temperatura máxima de funcionamiento | Caída de presión de funcionamiento máxima |
| 0,5 µm – 80 µm | 20–50% | 3–1300 m³/(m²hkPa) | 3 MPa | 500 ºC | 0,6 MPa |
Dimensiones y tamaños estándar.
Placas de filtración sinterizadas
Diámetro: Ø5–Ø300 mm Espesor: 0,5–10 mm Precisión de filtración: 0,5 µm – 70 µm
Áreas de aplicación de elementos filtrantes de polvo sinterizado.
Debido a su conjunto único de propiedades de rendimiento, los elementos filtrantes se utilizan ampliamente en productos farmacéuticos, tratamiento de agua, industria alimentaria, biotecnología, industrias químicas y petroquímicas, metalurgia, purificación de gases y son un nuevo tipo prometedor de material de filtración. Aplicaciones típicas:
1. Filtración para eliminar impurezas en la producción de materias primas químicas, carbón y purificación fina de medios tecnológicos.
2. Filtración protectora de sistemas de ultrafiltración, ósmosis inversa (RO), electrodosionización (EDI) en plantas de tratamiento de agua.
3. Filtración clarificante de bebidas, zumos de frutas, vodka, cerveza, aceites vegetales, agua mineral, salsa de soja y vinagre en la industria alimentaria.
4. Industria química: carbón y filtración de alta precisión de productos líquidos, materias primas e intermedios farmacéuticos; extracción por filtración de cristales ultrafinos y catalizadores; limpieza final después de la sorción sobre resinas de intercambio iónico; eliminación de impurezas de refrigerantes y medios de proceso; Purificación de corrientes de gas catalítico.
5. Filtración protectora frente a unidades de ósmosis inversa al purificar aguas circulantes de yacimientos de campos petrolíferos.
6. Filtración de carbón a alta temperatura y eliminación de impurezas de caolín en la producción de tintes.
7. Depuración de gases: filtración de vapor de agua, aire comprimido, corrientes de gases catalíticos.
8. Limpieza de medios de trabajo y limitación de caudal en unidades neumáticas, sistemas de lubricación, instalaciones de combustible e hidroneumáticas; eliminar aceite del aire comprimido; filtración de aceite de arena; purificación de mezclas de nitrógeno-hidrógeno y oxígeno puro; producción de burbujeadores; Distribución de gases en lechos fluidizados.
Reglas de funcionamiento para elementos filtrantes de polvo sinterizado.
1. Los elementos filtrantes sinterizados son productos consumibles, a pesar de su mayor durabilidad en comparación con otros filtros. Al limpiar, instalar y desmontar, evite rayones, impactos, caídas y otros daños mecánicos. Está prohibido aplicar fuerza mecánica con herramientas a la superficie del filtro.
2. Modo de filtración estándar: el líquido se suministra desde el exterior al filtro; No se recomienda la filtración inversa.
3. Al iniciar la filtración, la presión aumenta suavemente hasta el valor operativo requerido; Está prohibido un aumento brusco de presión cuando las válvulas de cierre están completamente abiertas.
4. Presión máxima de trabajo ≤ 3MPa. Si la eficiencia de filtración disminuye por debajo del 50%, realice rápidamente un retrolavado con gas limpio o un retrolavado con líquido limpio sin desmantelar.
5. Procedimiento de regeneración: primero, retrolave con gas limpio a una presión de 1,2 a 1,5 veces mayor que la de trabajo, la duración de una purga es de 3 a 5 segundos y se repite de 4 a 6 veces. Luego, lave a contracorriente con líquido limpio durante 3 a 5 minutos y repita 2 a 3 veces.
6. Si la pérdida de presión sigue siendo alta después del ciclo de retrolavado y lavado, se debe retirar el filtro y limpiarlo manualmente.
")
")
")
contáctanos
Productos populares relacionados

Carcasa protectora del sensor de temperatura y humedad - elemento filtrante sinterizado de polvo de acero inoxidable
El elemento filtrante de polvo de acero inoxidable sinterizado se fabrica prensando polvo de acero inoxidable seguido de sinterización a alta temperatura.

Malla sinterizada compuesta con chapa perforada
La malla sinterizada de lámina perforada es un nuevo tipo de medio filtrante fabricado mediante la sinterización compuesta de una lámina perforada de material estándar (acero inoxidable 304 o 316L) y múltiples capas de malla cuadrada (o tejido de sarga) en una sola pieza.

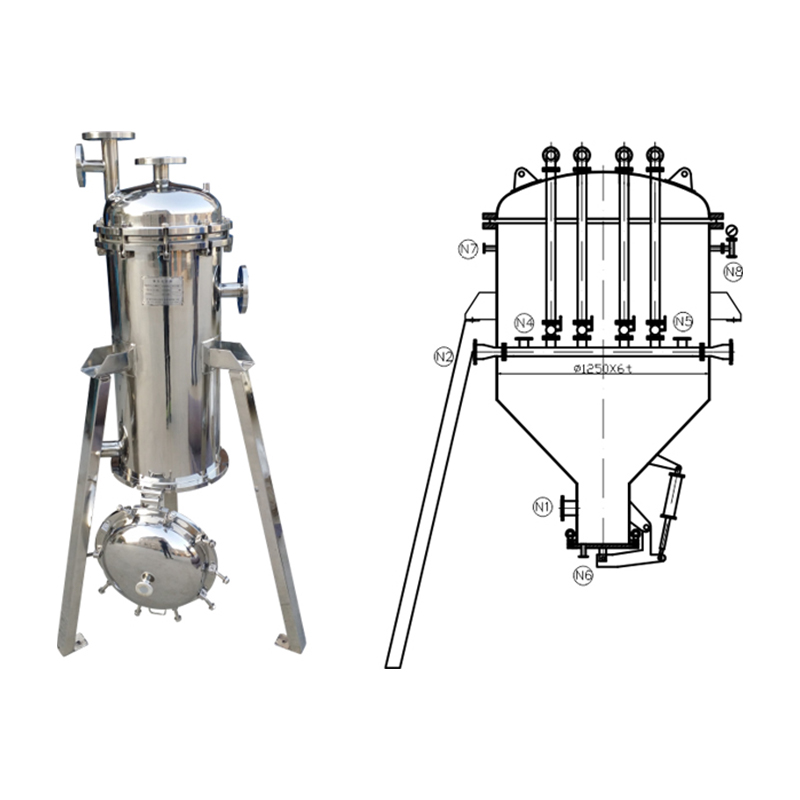
Filtro de alto rendimiento
Filtro de alto rendimiento diseñado para tuberías de gran diámetro y altos caudales. Utiliza un elemento filtrante plisado de acero inoxidable como elemento filtrante, cuyo área de filtración es muchas veces mayor que el área de los elementos filtrantes de cesta perforada convencionales y los elementos filtrantes plisados de varilla de la competencia.
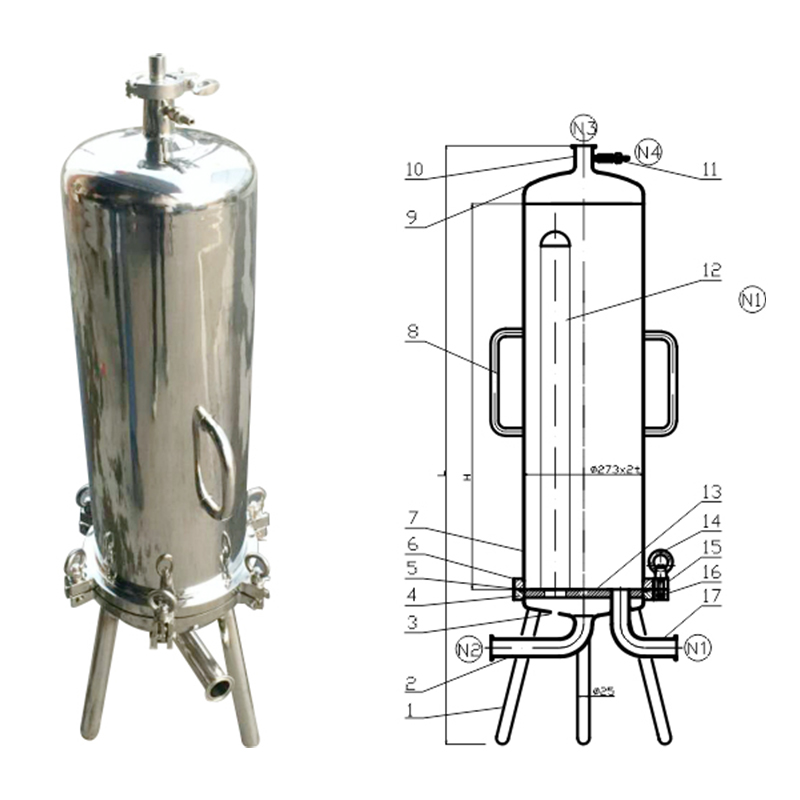
Filtro de varilla de titanio
La carcasa del filtro está hecha de acero inoxidable 316L o 304 de alta calidad, las superficies exterior e interior están pulidas a espejo.
Disco filtrante de malla sinterizada multicapa
Los elementos filtrantes de malla sinterizada de cinco capas estándar se fabrican girando un medio filtrante de malla sinterizada de cinco capas.
Filtro sin líquido residual
La carcasa del filtro está hecha de acero inoxidable 316L o 304 de alta calidad, las superficies exterior e interior están pulidas a espejo.

Elemento filtrante plisado hidrófilo de politetrafluoroetileno
La membrana de filtración está hecha de politetrafluoroetileno (PTFE) hidrófilo. El producto se ensambla mediante soldadura térmica con un marco de soporte interno de polipropileno o acero inoxidable. La membrana hidrófila es resistente a ácidos y álcalis fuertes, altas temperaturas y ozono, adecuada para clarificar y esterilizar la filtración de líquidos altamente corrosivos y altamente oxigenados y solventes orgánicos.

Filtro de bolsa única
Características Los filtros de mangas están fabricados íntegramente en acero inoxidable de alta calidad...

Disco filtrante tres en uno: filtración, lavado, secado
El disco filtrante tres en uno para equipos farmacéuticos es un elemento filtrante que proporciona filtración, enjuague y secado (tres en uno).

Elemento filtrante de polvo de titanio sinterizado
Los elementos filtrantes de varilla de titanio (tubulares y de baldosas) están fabricados a partir de polvo de titanio industrial de alta pureza (99,4%).

Filtro respiratorio calentado eléctricamente
El filtro de respiración automático con control de temperatura y calefacción está diseñado estrictamente de acuerdo con los requisitos GMP y es un producto de alta tecnología desarrollado y fabricado de forma independiente por Wenzhou Weixian Light Machinery Co.,Ltd.

aireador plano
El producto se compone de una placa de filtro de titanio, un cuerpo de acero inoxidable 316L, una brida de acero inoxidable 316L y una junta tórica del aireador.

Elemento filtrante plisado de polipropileno económico
La membrana de filtración y la carcasa están hechas de polipropileno y conectadas mediante termosellado. Realiza filtración en profundidad, tiene un bajo costo y una relación precio-calidad favorable, apto para filtración de líquidos y gases.
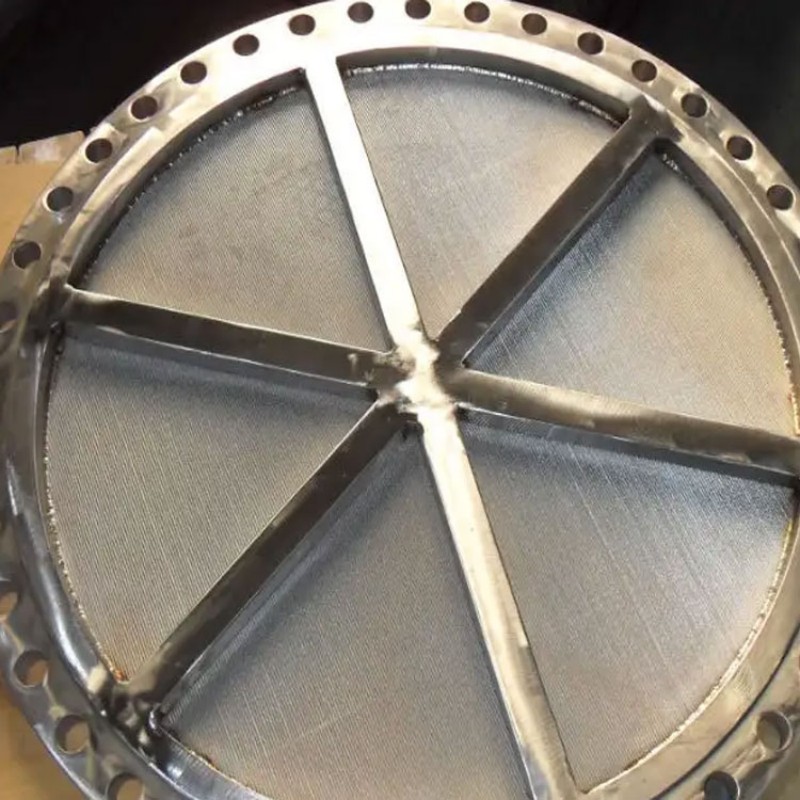
Placa vulcanizada, placa de aireación de acero inoxidable sinterizado, disco de filtro con bridas, placa de fluidización de polvo de carbón de alto horno, disco de filtro de malla de acero inoxidable sinterizado
Esta unidad está montada en el fluidizador en el fondo del tanque de purga o dentro del conjunto del fluidizador inferior de la tolva de carbón pulverizado.

Filtro móvil
El filtro de sábana horizontal tiene una larga historia de uso en la filtración de alimentos y bebidas. Este método de filtración pertenece a la tecnología de filtración en profundidad y es un sistema modular cerrado, especialmente indicado para caudales bajos y medios.

Elemento filtrante plisado de nailon
La membrana de filtración está hecha de poliamida 6 (nylon 6), el cuerpo está hecho de polipropileno, todos los componentes están conectados mediante termosellado. La membrana es naturalmente hidrófila, resistente a los álcalis, pero no a los ácidos, y tiene una alta compatibilidad con disolventes orgánicos; Adecuado para filtrar líquidos, especialmente medios alcalinos.



